
Tech Files: Breathing New Life into Old Port Cranes






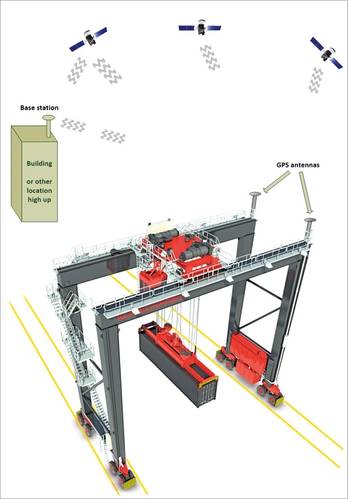 Image courtesy Konecranes
Image courtesy Konecranes
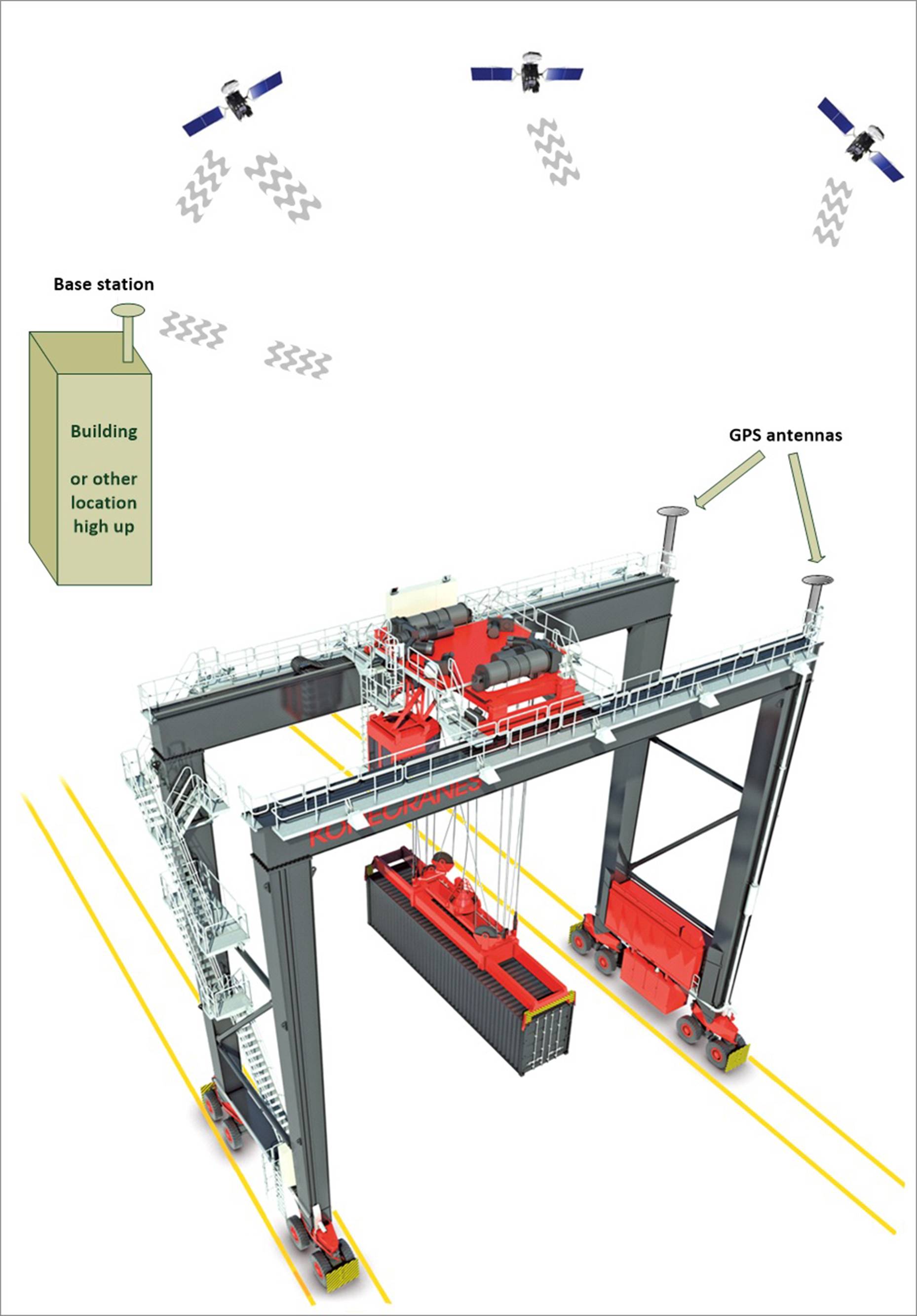
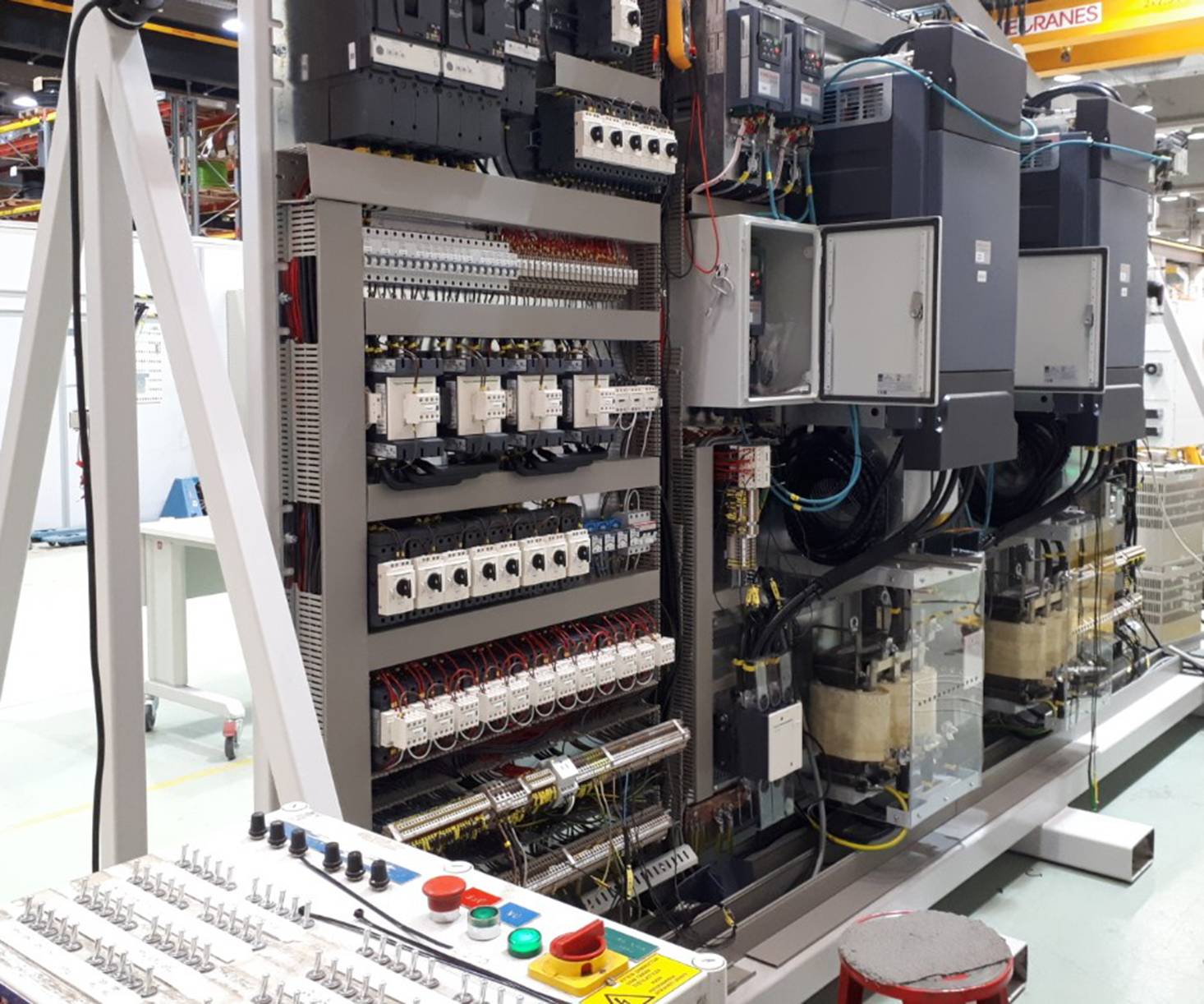
 Retrofit testing before delivery. Photo courtesy Konecranes
Retrofit testing before delivery. Photo courtesy Konecranes
 Electric RTG (e-RTG) with busbar. Photo courtesy Konecranes
Electric RTG (e-RTG) with busbar. Photo courtesy Konecranes

 A drive and control system retrofit is an efficient and economical solution. At only 15-30% of the price of a new crane (depending on the options), a port gets a crane with new, modern control and diagnostic systems, remote monitoring functions and full spare parts support. Photo courtesy Konecranes
A drive and control system retrofit is an efficient and economical solution. At only 15-30% of the price of a new crane (depending on the options), a port gets a crane with new, modern control and diagnostic systems, remote monitoring functions and full spare parts support. Photo courtesy Konecranes



Retrofits of new features into existing ports cranes can produce operational efficiency and safety gains not included on cranes delivered 15-20 years ago, including Ship-to-Shore (STS) Rubber Tyred Gantry (RTG) and Rail Mounted Gantry (RMG) types. Here, Dmitry Lapin, Knowledge and Development Manager, Port Services, Konecranes, looks at retrofit options proven in applications internationally.
Sooner or later, the owners of ports cargo handling equipment are going to face a number of technical and organizational questions about the future. After 15-20 years of operation, the steel structure and mechanical components of most port lifting machines still function well. However, these cranes often become obsolete for several reasons:
- Lack of spare parts and technical support for discontinued components. The next generation of electronics and computerized parts becomes available every 5-7 years.
- More stringent safety requirements. Regulations for the safety of personnel, cargo and lifting equipment are tighter when compared with the rules of 15-20 years ago.
- Improvements in ergonomic and operational design. Technological developments have given modern lifting machines a range of features that make the work of operators easier.
- Environmental concerns. Modern companies and their customers want to reduce carbon emissions (such as those produced by cranes with a diesel genset) and use environmentally friendly materials in the manufacture of their equipment. There is a need to bring old cranes into line with current requirements.
In essence, crane owners at ports tell crane manufacturers that “We want our old cranes to have the same systems and features as new cranes, and it should not be expensive.” An existing crane can have new technology added to it through a retrofit or a modernization. The main difference between the two methods – retrofit or modernization – is that the retrofit has a higher level of standardization, usually around 70-95%.
In other words, a retrofit is mostly a ready-made standard product which is applicable to a specific model, make, or type of crane – sometimes even all the cranes in a terminal or company fleet. To install this product on a specific crane, it takes about 5-30% of the engineering work of a modernization. By contrast, a modernization is a unique product, designed for one crane only. The retrofit is a mass product. If the retrofit can be applied to several cranes in a fleet, it only needs to be designed once, which provides significant savings, lowering the overall price, and making it a more competitive option.
The four reasons that cause cranes to become obsolete has guided development of the four main types of retrofits:
- Drive and control system retrofits.
- Power supply system retrofits.
- Automation and operator-assisting retrofits.
- Safety-assisting retrofits.
Each of these types of retrofits can be installed separately or in combination with other types of retrofits. For a deeper understanding of the retrofit concept, let’s consider each type separately.
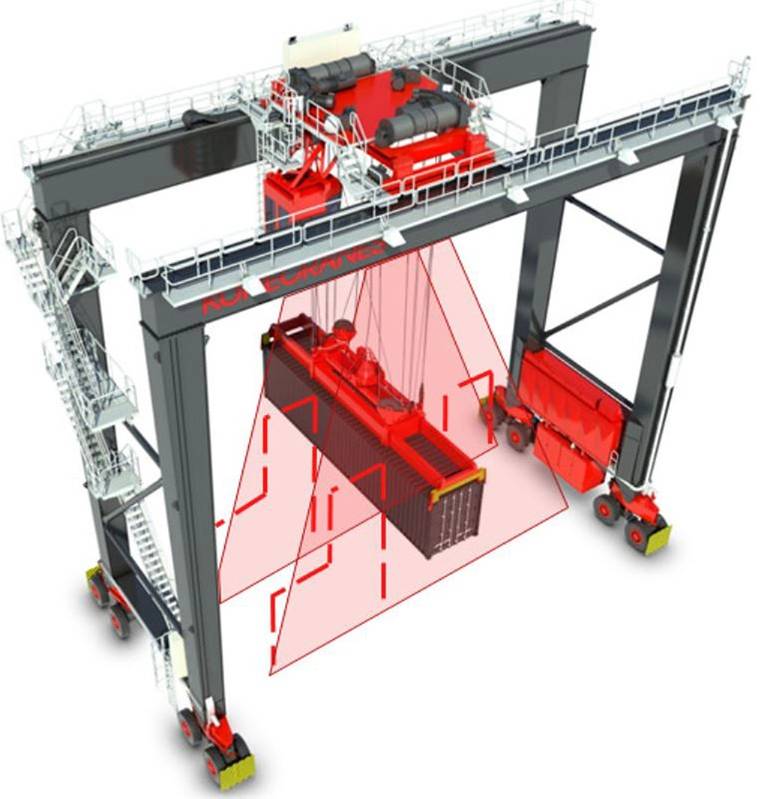 Image courtesy Konecranes
Image courtesy Konecranes
Drives and Control System Retrofits
Most old crane control systems which rely on technology such as contactors, relays, thyristor DC drives, and some frequency converter AC drives, are technically and physically outdated. Manufacturers no longer provide spare parts and technical support for obsolete components. Repair work for old electric and electronic components is quite expensive and sometimes not even possible. All this leads to crane downtime.
Owners with several identical cranes sometimes use one of them for spare parts. However, this cannibalizing can only ever be a temporary solution. When they have both old and new cranes in their fleet, owners quickly realize that the modern diagnostic systems on new cranes help identify faults faster, improving crane reliability and uptime. Even so, their old cranes are still in good condition and do not yet need to be replaced.
The question is: “How is it possible to keep the old crane reliable and improve its functionality on a budget?” The answer is: “Retrofits.” Konecranes has been adding retrofits to port cranes since 2013. Over a seven-year period to 2020, the drive and control system retrofit was installed on 154 rubber tired gantry (RTG) cranes worldwide. The retrofits’ concept and scope were defined to maximize standardization in modular design and the specification of components.
A standard drive and control system retrofit includes:
- New electrical control panels (including frequency converters) in the crane electrical room
- New crane management system (CMS)
- New operator’s touch panel to replace the obsolete one
- Upgraded programmable logic controller (PLC) components to support Ethernet, Profinet and Profibus protocols
- Updated PLC software
- New 3G/4G modem for remote diagnostic and monitoring functions
Optional extras in the drive and control system retrofit are:
- New braking resistors for frequency converters
- New trolley cable chain (or festoon)
- New operator control devices (e.g. change analogue joysticks to digital)
Other retrofits, such as safety, automation and power supply systems, can function as additional options for the drive and control system retrofit. The modular design of these retrofits make them easy to integrate into the general crane control and diagnostic system.
Konecranes assembles and tests all retrofit components at the company factory in southern Finland. All testing is done before shipping to reduce equipment downtime. Depending on the options, a retrofit will keep the crane out of service for an average of 7-10 days during installation and commissioning.
A drive and control system retrofit is an efficient and economical solution. At only 15-30% of the price of a new crane (depending on the options), a customer gets a crane with new, modern control and diagnostic systems, remote monitoring functions and full spare parts support from Konecranes. It uses high-speed standard data transfer via Ethernet and Profinet, and a modular PLC software structure allows smooth integration with other systems. For example, a crane could be connected via Ethernet with the terminal operating system (TOS). This lets the TOS exchange data with the crane, which is the first step towards terminal automation.
 A single accident can prove to be disruptive and expensive. Photo courtesy Konecranes
A single accident can prove to be disruptive and expensive. Photo courtesy Konecranes
Power Supply Retrofits
As environmental regulations around the world have become stricter, the demand for power retrofits has grown. Reducing carbon emissions is the main goal of lower-emission diesel engines, hybrid systems (with batteries or supercapacitors for storage), or full electrification.
Full electrification of the crane, equipped with a diesel-electric power supply, is the most expensive but also the most environmentally friendly option. The high cost is due to the mechanical and electrical alterations to the crane coupled with adjustments to the yard infrastructure, including cabling, new transformers, crane feeding, and so on.
Cranes have not been using hybrid power systems for long, although the automotive industry has been installing them on cars for over 10 years. It uses a diesel-electric set with lower power, compensating for power consumption peaks with energy from storage. While the crane idles, the generator builds up the energy storage. A hybrid system saves fuel and causes lower emissions compared to conventional diesel-electric power.
However, hybrid power must utilize high-capacity energy storage to be efficient. Lithium Ion batteries and supercapacitors are costly and have a limited lifetime. Sometimes, investment in a hybrid system never pays back because fuel savings are less than the price of the system. To mitigate this problem, some countries (such as the USA) provide funding for retrofits that reduce emissions. Owners of diesel electric cranes are very willing to retrofit their equipment to run on hybrid or fully electric power if the government will support them in the change.
The busbar and cable reel retrofits are the two main ways to convert an RTG crane to fully electric operation. A busbar retrofit needs a lot of yard modifications, including an electrified fence down the side of the yard, feeding points and other technical changes. For this reason, it is recommended for large terminals with a lot of cranes. On the other hand, most of a cable reel retrofit is attached to the side of each crane. The cable reel retrofit is recommended for small terminals.
Conclusion
The main benefits of retrofits, when compared with conventional modernizations, are:
- Modularity – more standardized solutions with less custom design leads to cost savings and a lower price for the end customer
- Integration – the same retrofit concept can be integrated into different crane types and brands
- Succession – one retrofit opens the way to more retrofits, building on a long-term investment in automation and reliability
About the Author
 The Author: Dmitry Lapin is a crane engineer with a deep knowledge of crane design, modernization and maintenance, including 20 years of experience in engineering, thought leadership and training positions within the global Konecranes organization. He graduated from Odesa State Maritime University with Master of Science (specialist) and Electrical and Mechanical engineering (hons) qualifications, as well as being Professor’s Assistant, Port Cranes and Cargo Handling Chair at the University. He has extensive experience in new crane product development and management, crane modernizations and technical problems solving, as well as training leadership roles for crane engineering and maintenance staff. His areas of expertise include crane electrical engineering, automation, machinery calculation, product development, crane startup and commissioning, modernization and maintenance, product development, product management and project management.
The Author: Dmitry Lapin is a crane engineer with a deep knowledge of crane design, modernization and maintenance, including 20 years of experience in engineering, thought leadership and training positions within the global Konecranes organization. He graduated from Odesa State Maritime University with Master of Science (specialist) and Electrical and Mechanical engineering (hons) qualifications, as well as being Professor’s Assistant, Port Cranes and Cargo Handling Chair at the University. He has extensive experience in new crane product development and management, crane modernizations and technical problems solving, as well as training leadership roles for crane engineering and maintenance staff. His areas of expertise include crane electrical engineering, automation, machinery calculation, product development, crane startup and commissioning, modernization and maintenance, product development, product management and project management.








